

НПА»ъНїБПєННїЖṤТХ№ж·¶
1 ЦчМвДЪИЭУлККУГ·¶О§
±ѕ±кЧј№ж¶ЁБЛНПА»ъЦчТЄБгІїјюНїЖбІДБПєННїЖṤТХЎЈ
±ѕ±кЧјККУГУЪёчЦЦНПА»ъєНЕ©УГФЛКдіµЦчТЄБгІїјюµДНїЖбЈ¬І»ККУГУЪЛщЕдµзЖчєНТЗ±нІъЖ·ј°Е©»ъѕЯµДНїЖбЎЈ
2 ТэУГ±кЧј
GB 1731 ЖбД¤ИбИНРФІв¶Ё·Ё
GB 1732 ЖбД¤ДНіе»чІв¶Ё·Ё
GB 1733 ЖбД¤ДНЛ®РФІв¶Ё·Ё
GB 1735 ЖбД¤ДНИИРФІв¶Ё·Ё
GB 1740 ЖбД¤ДНКЄИИІв¶Ё·Ё
GB 1743 ЖбД¤№вФуІв¶Ё·Ё
GB 1763 ЖбД¤ДН»ЇС§КФјБРФІв¶Ё·Ё
GB 1764 ЖбД¤єс¶ИІв¶Ё·Ё
GB 1767 ЖбД¤ДНєтРФІв¶Ё·Ё
GB 1771 ЖбД¤ДНСООнІв¶Ё·Ё
GB 6807 ёЦМъ№¤јюНїЖбЗ°БЧ»Їґ¦АнјјКхМхјю
JB/T 5673 Е©БЦНПА»ъј°»ъѕЯНїЖбНЁУГјјКхМхјю
JB/Z 236 ёЦМъ№¤јюНїЧ°З°іэУНіМ¶ИКФСй·Ѕ·Ё
ZB T60 005 Е©БЦНПА»ъј°»ъѕЯЖбД¤ДїКУЖА¶Ё·Ѕ·Ё
ZB T60 006 Е©БЦНПА»ъј°»ъѕЯНїД¤ёЅЧЕРФДЬІв¶Ё·Ѕ·ЁЎЄС№ЗР·Ё
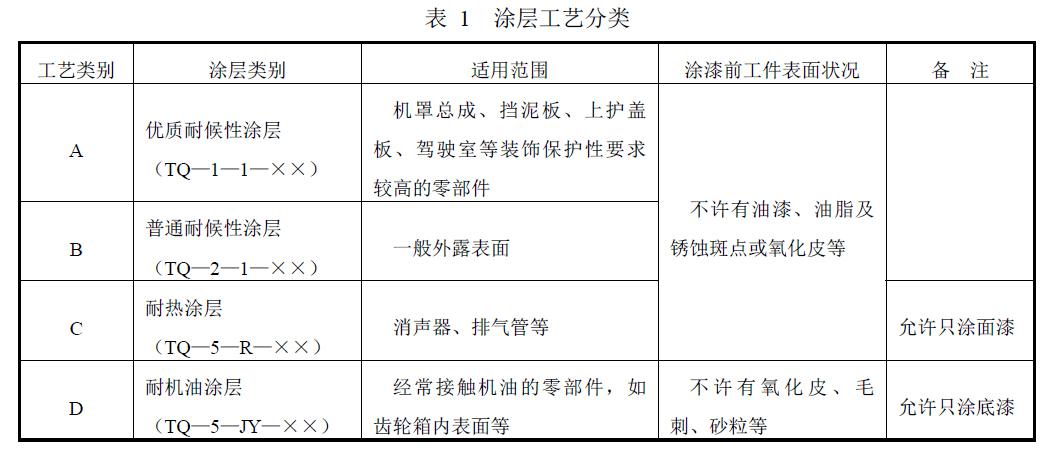
3 НїІг№¤ТХ·ЦАа
ёщѕЭЧчТµ»·ѕіМхјюј°НїЖбЦКБїТЄЗуµДІ»Н¬Ј¬НПА»ъНїІг№¤ТХ·ЦОЄЛДАаЈ¬јы±н1ЎЈ
4 НїЖбІДБП
4. 1 НїЖбЗ°±нГ洦АнјБ
ЦРјоРФ»тИхјоРФНСЦ¬јБ
ТєМ¬НСРвјБ
ТєМ¬»т№ММ¬±нГжµчХыјБ
ТєМ¬»т№ММ¬БЧ»ЇјБ
4. 2 µЧЖб
8603 Тхј«µзУѕЖб
HS ПµБРТхј«µзУѕЖб
H11ЎЄ51 ёчЙ«»·СххҐєжёЙµзУѕЖб
F11ЎЄ95 ёчЙ«·УИ©УНєжµзУѕµЧЖб
711ЎЄ2 Мъєм»·Схґї·УИ©µзУѕµЧЖб
H06ЎЄ2 Мъєм»·СххҐµЧЖб
X06ЎЄ1 БЧ»ЇµЧЖб
C06ЎЄ11 МъємґјЛбµЧЖб
C06ЎЄ1 МъємґјЛбµЧЖб
4. 3 ГжЖб
MAЎЄ01 ёчЙ«°±»щґјЛбєжёЙЖыіµГжЖб
A04ЎЄ9 ёчЙ«°±»щєжЖб
A04ЎЄ14 ёчЙ«°±»щѕІµзєжЖб
C04ЎЄ2 ёчЙ«ґјЛбґЕЖб
C04ЎЄ42 ёчЙ«ґјЛбґЕЖб
W61ЎЄ25 ВБ·ЫУР»ъ№иДНИИєжЖб
500ЎжУР»ъ№иДНёЯОВЖб
600ЎжУР»ъ№иДНёЯОВЖб
ёчЙ«·ЫД©НїБП
ёчЙ«їмёЙ°±»щєжЖб
4. 4 ГЬ·вЅє
JNЎЄ10 ЖыіµіµЙнГЬ·вЅє
CMЎЄ1 PVC єё·мГЬ·вЅє
DHЎЄ1 µгєёГЬ·вЅє
4. 5 ПЎКНјБ
ЕдМЧПЎКНјБ
4. 6 ЖдЛыІДБП
ХіРФЙґІј
320 єЕ~400 єЕЙ°ЦЅ
4. 7 ФЪВъЧг JB/T 5673 µДЗ°МбПВЈ¬ФКРнІЙУГЖдЛыНїЖбІДБПЎЈ
5 НїЖṤТХ
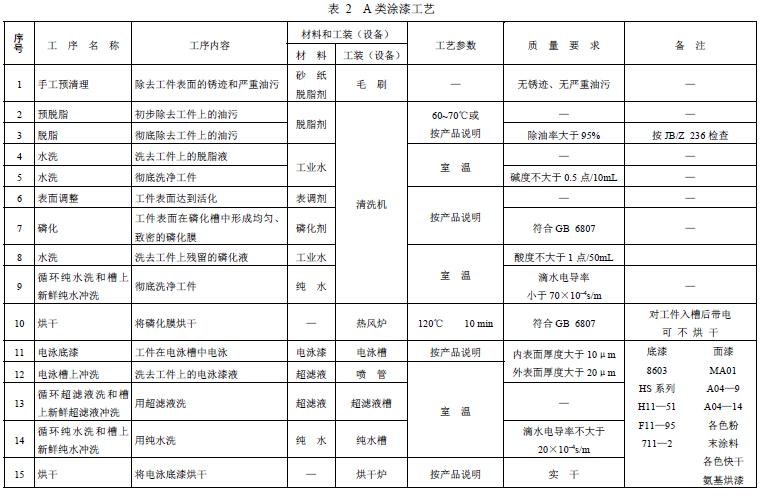
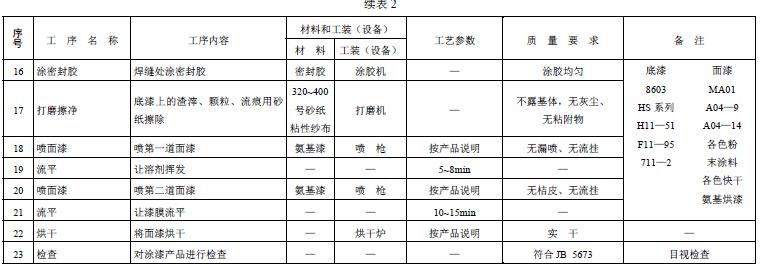
5. 1 A АаНїЖṤТХјы±н2ЎЈ
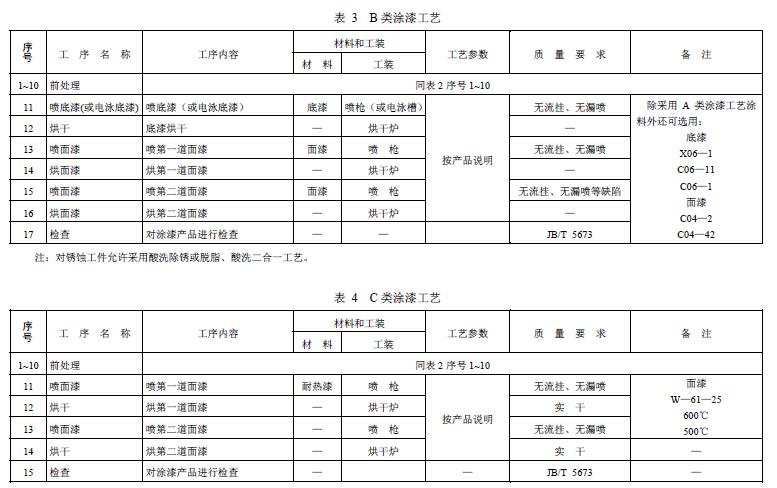
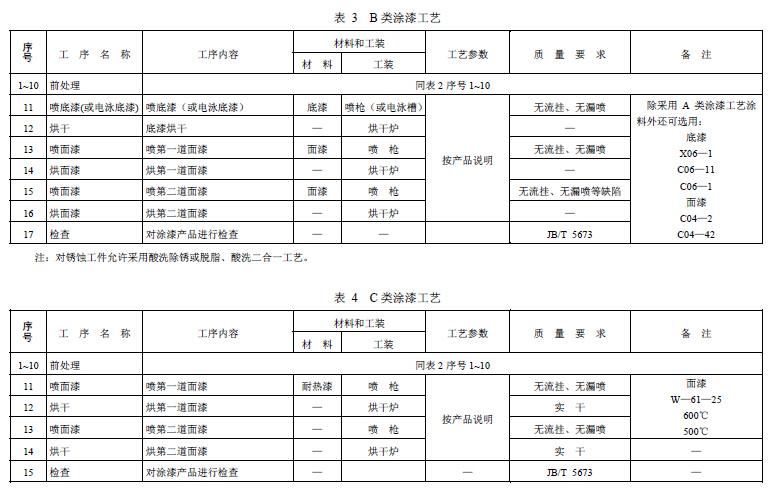
5. 2 B АаНїЖṤТХјы±н3ЎЈ
 5. 3 C АаНїЖṤТХјы±н4ЎЈ
5. 3 C АаНїЖṤТХјы±н4ЎЈ
5. 4 D АаНїЖṤТХјы±н5ЎЈ
6 НїЖṤТХµД№ЬАн
6. 1 ІЩЧчХЯ±ШРлСПёс°ґ№¤ТХІЩЧчЈ¬ТЄ¶ЁК±¶ЁЖЪ¶ФІЫТєЅшРР»ЇСйЈ¬¶Ф№¤ТХІОКэЅшРРїШЦЖЈ¬ІўЧцєГјЗВјЈ¬№ШјьЙи±ё±ШРлЧЁИЛІЩЧчЎў±ЈСшЎЈ
6. 2 З°ґ¦Ан№¤ТХІОКэјмІйјЗВј±нЈ¬јы±н 6ЎЈ
6. 3 µЧЖбєНГжЖṤТХІОКэјЗВј±нЈ¬јы±н 7ЎЈ
7 НїЖбІъЖ·ЦКБїјмСйПоДїєНјмСйЦЬЖЪ
НїЖбІъЖ·ЦКБїјмСйПоДїєНјмСйЦЬЖЪјы±н8ЎЈ
 ФБ№«Нш°І±ё 44190002001231єЕ
ФБ№«Нш°І±ё 44190002001231єЕ